

TECHNICAL
 Trouble Shooting
Trouble Shooting
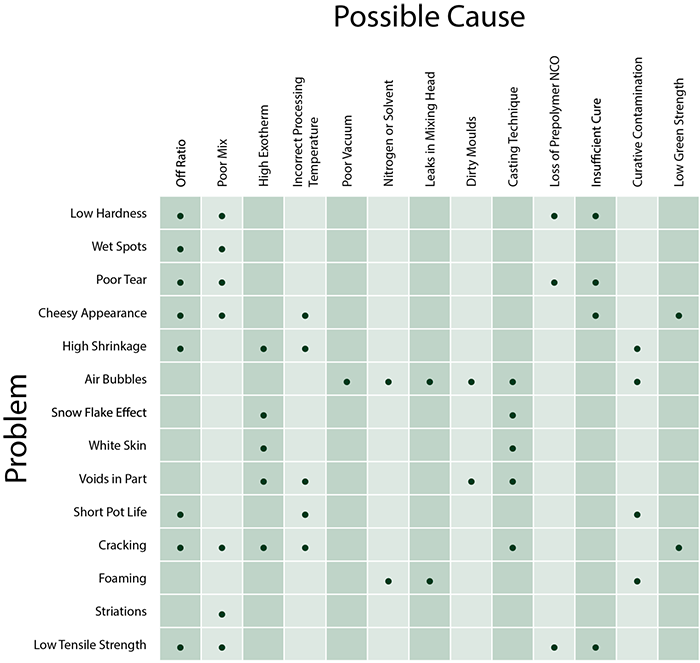
The table below lists commonly experienced problems and their causes. If you have a different problem or need to discuss this further please contact our technical team.
Key factors to reduce problems
1.All raw material to be kept dry
2.All measuring devices to be operating properly
(a)Scales
(b)Temperature measuring and control devices
3.Nitrogen flow
4.Cleanliness of molds, reinforcing and workshop
5.Use of the right materials for the job
General Problem Solving
1.Avoid Forming Air Pockets
The mold must be designed so that the cast will fill from the bottom upward and not have a tendency to fold over itself. There must be sufficient air vents to allow the air to escape freely from the mold and not be trapped in any corners(for example,in flanges).
2.Casting Technique
Result
Air bubbles
Snowflake or white skin
Voids
Cracking
When pouring the polyurethane mix,care must be taken so that the polyurethane flows down to the base of the article and displaces the air as it fill from the bottom. If the polyurethane rolls over itself, it will trap air and form a void. The vent holes should be positioned such that the polyurethane can fill the whole mold. If required,additional holes should be inserted. The mold may have to be titled to help with its complete filling.
If more than mix is required to complete the pour ,the second mix must be commenced while the first is still very tacky and not surface-cured,otherwise it will not fully blend in together and will form a crack or knit line.
3.Curative contamination
Result
High shrinkage
Air bubbles
Short pour life
Unexpected foaming
Moisture in the curative or prepolymer manifests itself by very fine bubbles. Diols are particularly prone to moisture absorption. The moisture can be prevented from getting into the material by good housekeeping. The material must have a positive blanket of dry nitrogen over it at all times. If the material is properly degassed at an elevated temperature, these gas bubbles will be greatly reduced in number.
Care must be taken at all times to prevent cross-contamination of curatives by items such as catalysts,mold release or bonding agents.
4.Dirty Molds
Result
Air bubbles
Voids
All molds must be mold-released with a suitable mold-release agent. This agent must be applied very sparingly. If there is too much mold release,some of it may be wiped of during the pouring and cause faults in the polyurethane. Too little or no mold release can make the part virtually nonremovable from the mold. A mold,after several castings ,will have sufficient build up of mold release that one may not have to apply more for each subsequent casting. Only apply more mold release if one feels that the molding is becoming more different to remove.
5.High Exotherm
Result
High shrinkage
Snowflake or white skin
Voids
Cracking
Too high a mixing temperature will have two major effects, one being that the exotherm will be way too high and the second that the time available for casting will be too short. Too high an exotherm or processing temperature will cause high shrinkage.With MDI-based material the surface will have a snowflake type effect or it may have a white skin on it. In extreme cases one may find a void or small crack internally in the part.
6.Insufficient Cure
Result
Low durometer readings
Poor tear
Cheesy appearance
Low tensile strength
The molded part can be removed from the mold as soon as it has sufficient strength not to break on demolding. The material should be post cured at the specified temperature, normally 100℃ for at least 16 hours. If this is not carried out,the physical properties will not be as high as they should. It must always be remembered that in the case of high-durometer TDI-based materials,although they are very hard soon after casting, they are very glass-like and will shatter readily. When they have had their full cure, they are both hard and tough.
7.Green Strength, Low
Result
Cheesy appearance
Cracking
MDI-based materials go through an initial cheesy state with very poor tear and tensile strengths. Once they have had their full cure,they are also very tough.
8.Low NCO Level
Result
Low durometer readings
Poor tear
Low tensile strength
The NCO level is normally specified by the prepolymer manufacturer but can slowly be reduced if the material has not been properly stabilized or if it has been stored for a long period at elevated temperatures. This will effectively give off ratio mixes,the consequence of which could be low durometer readings, poor tear strength,or low tensile strengths.
9.Mixing Poor
Result
Low durometer readings
Wet spots
Poor tear
Cheesy appearance
Cracking
Striations
Low tensile strength
If batch of material is incorrectly mixed there will be zones of material that will either have too much or too little curative. This will result in a number of potential problems,such as:
✿Low hardness
✿Mechanical properties being off specifications
✿Internal stresses in the component
✿Very poor mixing will be evident by areas of uncured prepolymer appearing as wet sticky zones.
10.Off-Ratio
Result
Low durometer reading
Wet spots
Poor tear
Cheesy appearance
High shrinkage
Cracking
Striations
Low tensile strength
Off -ratio mixes can be a result of the NCO level in the prepolymer being too low.
If the prepolymer is stored at too high a temperature for an extended period, the isocyanate at the end of the chains reacts with itself to form multifunctional chains. Thus, when the curative is added, it will be in great excess as a result of the isocyanates being used up.
The fundamental calculations of the ratios of prepolymer, curative, and the rest of the system must be checked. The wrong EW or NCO levels may have been used. Alternatively,the weight for a different curative could have been substituted. The correct functioning of the scales used must also be confirmed.
11.Temperature Incorrect
Result
High shrinkage
Voids
Short pour life
Cracking
When the temperature of the mixture is too high the reactions will take place more rapidly. The heat given off by the reaction cannot escape due to the low thermal conductivity of the polyurethane. This can cause wrong chemistry. This initial viscosity of the mix will be lower.
The size and shape of the article will also affect the temperature required. A sphere may require a lower casting temperature to prevent overheating in the center.
If the temperatures are too low the viscosity of the prepolymer will make the mixing of the curative very much harder. The mixed prepolymer will also not flow easily into the mold and will tend to trap air against the mold surface. Another effect is that one can find a roll-type situation with the prepolymer not joining on itself.
A missmatch of mold temperature against the prepolymer and the maximum exotherm can cause shrinkage. In a closed mold, internal pressures can cause damage.



